お疲れ様です!
さて、今回のテーマは電子部品の環境要因による故障、「ウィスカ(Whisker)」です。
回路設計のミスならすぐに見つかりますが、このウィスカの最も恐ろしいところは「工場での出荷検査(FCTなど)では100%合格してしまう」という点です。
出荷されて数ヶ月、あるいは数年経ってから、市場でお客様が使っている最中にコッソリと成長し、突然ショートを引き起こす「潜伏不良」の代表格。今日は、若手エンジニアが必ず勘違いする「マイグレーション」との決定的な違いから、現場でできる防衛策、そして「見逃さないためのプロの観察術」まで、徹底的に解説します!
この記事でわかること
✅ ウィスカの正体と、発生するメカニズム
✅ 【重要】「マイグレーション」との決定的な違い
✅ 設計段階でできるウィスカ対策とコーティングの罠
✅ プロがやっているウィスカの観察方法(照明の選び方)
✅ ウィスカを評価するための代表的な環境試験と規格名
1. ウィスカとは?(ネコのヒゲが生える!?)
ウィスカとは、はんだや素子の端子、金属部材から繊維状、または柱状に成長した金属結晶のことです。見た目が糸やヒゲのように見えるため、英語で「ほほひげ」を意味する "Whisker" と名付けられました。
一般的に、以下のように定義されています。
ウィスカの定義
✅ 長さと直径の比率が2以上
✅ 長さが10μm(=0.01mm)以上
ウィスカは導電性があるため、端子間をショートさせたり、折れてゴミとしてLED等に付着したりする厄介者です。一度繋がったウィスカをヒューズのように焼き切る(溶断する)には、50mA以上の電流が必要になります。微小な信号ラインだと焼き切れずに、完全にショートしたままになってしまうのです。
2. 【初心者の罠】「マイグレーション」と何が違うの
現場で端子間が金属でショートしているのを見つけると、若手はすぐに「先輩!ウィスカです!」と騒ぎますが、実は別の現象と混同していることが非常に多いです。それが「イオンマイグレーション」です
ウィスカ vs イオンマイグレーション
① ウィスカ(Whisker)
・原因:金属への「物理的なストレス(応力)」
・特徴:電気が通っていなくても勝手に生える!
・環境:高温高湿だけでなく、常温でも発生する(潜伏期間は数秒〜数年)
② イオンマイグレーション(Ion Migration)
・原因:「電圧」+「水分」
・特徴:電気が通っている状態で、結露などの水分があると金属が溶け出して対極へ向かって成長する
・環境:水滴や極度な高湿環境と、通電が必須条件
「通電していなくても生えてくる」のがウィスカの恐ろしいところです。
3. なぜ生える?ウィスカの発生原因と種類
主に電子部品で問題になるのは「亜鉛(Zn)ウィスカ」と「すず(Sn)ウィスカ」の2種類です。
特にすず(Sn)ウィスカは最大10mmまで成長することもあり、非常に危険です。
【発生メカニズム】ケチャップの容器を思い出して!
ケチャップやマスタードの容器をギュッと握ると、中身が細く絞り出されてきますよね?まさにあの原理です!
ベース材とメッキ層の熱膨張の差や、曲げ加工などのストレス(握る力)が加わることで、金属が根本から押し出されて成長していきます。

重要
ウィスカは先端が伸びるのではなく「根本から押し出されて成長する」という点です。だからこそ、上からコーティングで蓋をしても、根本から勢いよく突き破って外に出てくることがあるのです。
| 特徴 | Znウィスカ | Snウィスカ |
| 長さ | 数mm未満 | 10μm~1mm 最大で10mmまで成長 |
| 直径 | 0.01mm未満 | 0.001mm~0.005mm 最大で0.01mmまで成長 |
| 潜伏期間 | 数か月~数年 | 数秒~数年 |
| 成長速度 | 1mm/年 | 0.0000001mm/s(0.1nm/s) |
4. 現場でできるウィスカ対策(最強の防衛策)
ウィスカを完全にゼロにすることは難しいですが、部品選定や設計の工夫で「発生しづらくする」「ショートを防ぐ」ことは十分に可能です。
① 光沢メッキ・純すず(Sn)を避ける
残留応力が発生しやすい光沢メッキは電子機器には絶対禁止です。
また、純すず(Sn)はウィスカが出やすいため、スズ・銅(Sn-Cu)やスズ・ビスマス(Sn-Bi)などの「合金メッキ」の部品を選定するのが基本中の基本です。
② 機械加工(曲げ・切断)はメッキの「前」に行う
メッキをした後に金属を曲げると、そこに強烈な応力がかかり、ウィスカの温床になります。必ず「加工した後にメッキ」を行うよう、板金メーカー等にも指示しましょう。
③ SMD(表面実装部品)を積極的に使う
リード部品と違い、SMDは部品実装時に端子を曲げる加工を行わないため、応力が発生しにくくウィスカリスクが低いです。
④ 防湿コート(コーティング)を過信しない
注意:コーティングの限界
コーティングは「外からのウィスカを防ぐ盾」にはなりますが、「中から根本の力で生えてくるウィスカ」はコーティングを突き破って出てくることがあります。根本的な対策にはならないことを覚えておきましょう。
5. プロの観察方法と信頼性評価
最後に、ウィスカを見逃さないための評価・観察テクニックです。
数μm〜数mmの極細の線なので、普通に見ても絶対に見えません。
⚠️ 実体顕微鏡の「リングライト」は使うな!
真上から均一に照らす「リングライト」を使うと、光が反射・透過してしまい、ウィスカが完全に背景と同化して見えなくなります。
観察時は必ず「フレキシブルライト」を使い、横や斜めから光を当てて、影を作ってキラッと光る瞬間を探すのがプロの鉄則です!また、ウィスカはまっすぐ伸びるとは限らないため、対象物を3軸に傾けて観察しましょう。
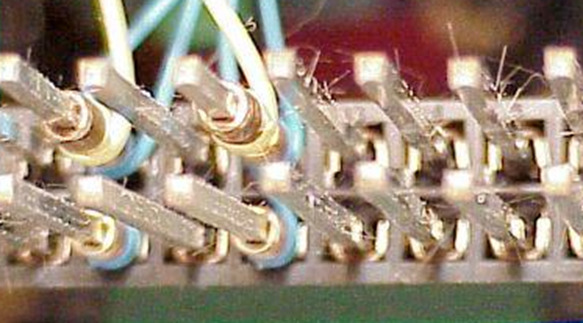
【現場の実体験】85℃/85%試験で実際に目撃した!
実際に私が85℃/85%の高温高湿試験後に製品を確認したところ、金属端子からモサモサした毛のようなものが生えているのを目撃したことがあります。幸い基板への接触はありませんでしたが、これもウィスカの典型的な姿です。
「基板に届いていないから大丈夫」と油断してはいけません。折れて飛散してLEDや他の部品に付着し、予期せぬショートを引き起こすリスクがあります。見つけたら必ず記録と報告を忘れずに!
代表的なウィスカ評価規格
温度サイクル試験(熱衝撃試験)
・規格例:JEITA ET-7410、IEC 60068-2-82
・条件例:-40℃ ⇔ 85℃など。急激な温度変化で熱応力ストレスを与えます。1500サイクル以上が目安です。
高温高湿試験
・規格例:JEITA ET-7410
・条件例:55℃ / 85%(60℃以下・80%以上がウィスカの最も成長しやすい環境)。1000時間以上かけて評価します。

まとめ:ウィスカは「忘れた頃にやってくる」
回路設計が完璧でも、部品のメッキ材や構造選びを間違えると、数年後にお客様の手元でウィスカがショートを引き起こします。
今日の3つの鉄則
✅ 純すずを避け、合金メッキの部品を選ぶ
✅ メッキ後の曲げ加工をしない
✅ コーティングを過信しない
設計の初期段階からこの「時間差ショート」の芽を摘み取っていきましょう!
お疲れ様です!ウィスカは「見えない・通電不要・時間差」という三重苦の厄介者ですよね。部品選定の段階でしっかり芽を摘んでおくのが、現場エンジニアの腕の見せ所です。顕微鏡観察の時はぜひフレキシブルライトを試してみてください!